Różnica między spawaniem laserowym robotem a spawaniem w osłonie gazów
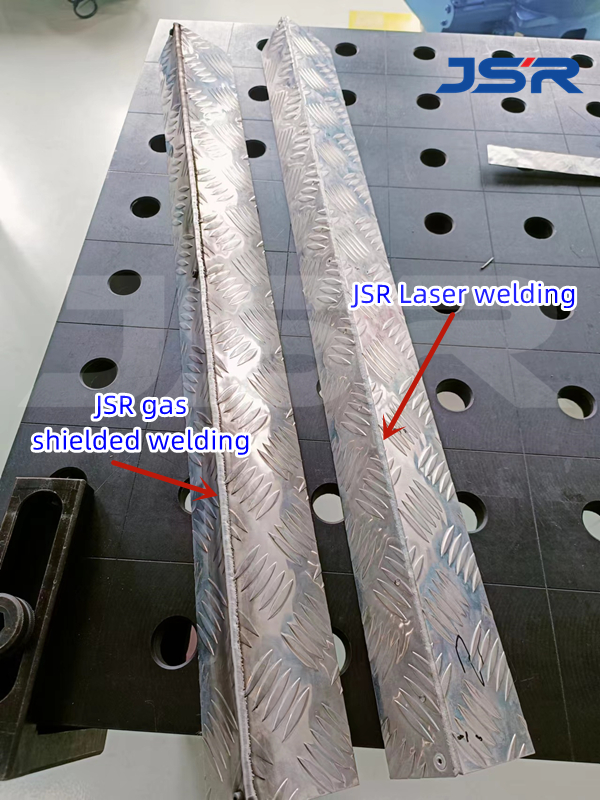
Spawanie laserowe zrobotyzowane i spawanie w osłonie gazów ochronnych to dwie najpopularniejsze technologie spawalnicze. Każda z nich ma swoje zalety i zastosowanie w produkcji przemysłowej. Podczas przetwarzania prętów aluminiowych nadesłanych przez australijskich klientów, firma JSR stosuje te dwie metody badań spawalniczych. Poniżej przedstawiono porównanie efektów spawania prętów aluminiowych, jak pokazano na rysunku:
Czym jest spawanie laserowe?
Spawanie laserowe zrobotyzowane: wiązka laserowa jest wykorzystywana do nagrzewania spoiny do stanu stopionego. Wysoka precyzja spawania jest osiągana dzięki dokładnemu pozycjonowaniu głowicy spawalniczej laserowej.
Czym jest spawanie w osłonie gazów ochronnych?
Spawanie w osłonie gazowej: Do generowania wysokiej temperatury za pomocą łuku elektrycznego używa się pistoletu spawalniczego, który powoduje topienie materiału spawanego, a obszar spawania jest chroniony przed tlenem i innymi zanieczyszczeniami zewnętrznymi przez gaz osłonowy (zazwyczaj gaz obojętny).
https://youtube.com/shorts/Hfyqm0_tJ6c
Spawanie laserowe robotem a spawanie w osłonie gazów
1. Materiały stosowane:
• Spawanie laserowe robotem: Bardziej odpowiednie do cieńszych materiałów, takich jak stal nierdzewna, stop aluminium itp.
• Spawanie w osłonie gazowej z wykorzystaniem robota: ma szersze zastosowanie w przypadku grubszych arkuszy metalu, w tym stali.
2. Prędkość spawania:
• Spawanie laserowe zrobotyzowane: Zazwyczaj prędkość spawania jest większa i odpowiednia dla środowisk produkcji wielkoseryjnej. Prędkość spawania detali u klientów JSR wynosi 20 mm/s.
• Spawanie w osłonie gazowej: Prędkość spawania jest zazwyczaj niższa niż w przypadku spawania laserowego, ale nadal stanowi ważny wybór w przypadku niektórych specjalistycznych elementów i obszarów o wyższych wymaganiach. Prędkość spawania elementu na zdjęciu wynosi 8,33 mm/s.
3. Precyzja i kontrola:
• Spawanie laserowe robotem: Spawanie laserowe stawia wysokie wymagania produktom. Jeśli w spoinach występują szczeliny, wpłynie to na spawanie laserowe. Cechuje się ono wysoką precyzją i kontrolą, dzięki czemu nadaje się do zastosowań wymagających wyjątkowo wysokiej jakości spawania.
• Spawanie w osłonie gazowej: Charakteryzuje się wysoką tolerancją błędów dla produktów i umożliwia spawanie nawet w przypadku szczelin w łączeniu. Dokładność jest nieco niższa niż w przypadku spawania laserowego, ale nadal może być stosowana w niektórych zastosowaniach o mniejszych wymaganiach.
4. Efekt spawania:
• Spawanie laserowe zrobotyzowane: Ze względu na niewielką ilość wprowadzanego ciepła, spawanie laserowe ma mniejszy wpływ termiczny na obrabiany element, a spoina ma płaski i gładki wygląd.
• Spawanie w osłonie gazów ochronnych: Ze względu na wysoką temperaturę spawania powierzchnia spawania jest podatna na wybrzuszenie, dlatego metoda ta nadaje się do spawania elementów wymagających polerowania.
Wybór między spawaniem laserowym z wykorzystaniem robota a spawaniem w osłonie gazowej zależy od konkretnych potrzeb produkcyjnych, w tym materiałów, wymagań jakościowych spawania, wydajności produkcji, dalszej obróbki itp. W niektórych przypadkach obie metody można stosować łącznie, aby w pełni wykorzystać ich zalety.
Czas publikacji: 23-01-2024
